���庸����(sh��)�O(sh��)�ü���
���庸����(sh��)�O(sh��)�ü��ɣ����庸�����������Fϵ�y(t��ng)���A(y��)��ضȡ��a(ch��n)Ʒ���ӣ��@����ϵ�y(t��ng)�Dz��庸����Ҫ�M�ɲ��֣��������v���²��庸���@������ϵ�y(t��ng)�ą���(sh��)�O(sh��)�á�
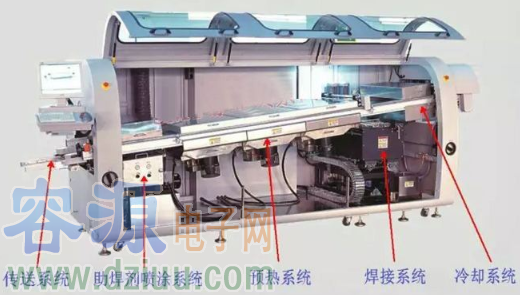
���庸����(sh��)�O(sh��)�ü���һ�����庸���������Fϵ�y(t��ng)����(sh��)�O(sh��)��
�l(f��)���L(f��ng)�������������䉺��Ҫ����(j��)���������|PCB�������r�_������������Ϳ��Ҫ����ӡ�ư�ײ��о���������Čӣ�������Ϳ����ʽ��Ϳˢ�l(f��)�ݺͶ�������ɷN��
1������Ϳ���Ͱl(f��)�ݷ�ʽ��횿����������ı��أ��������ı��ذ������0.8-0.83�g��
2�����ö������䷽ʽ�r(sh��)�����������]��������(n��i)�ģ�����(hu��)�]�l(f��)������(hu��)���տ՚��е�ˮ�֡�����(hu��)����Ⱦ����˺����ɷ��ܱ��ֲ�׃���P(gu��n)�IҪ���^�ܿ��Ƈ��F������(y��ng)��(j��ng)�����퇊�^������ײ��ܶ¡�
���庸����(sh��)�O(sh��)�ü��ɶ������庸�A(y��)��ϵ�y(t��ng)�Ĝض��O(sh��)��
����(j��)���庸�C(j��)�A(y��)��^(q��)�Č�(sh��)�H��r�O(sh��)����90-130�z�϶ȣ����A(y��)������ã����������е��܄��]�l(f��)�����@�ӿ��Ԝp�ٺ��ӕr(sh��)�a(ch��n)�����w;������������ͻ��Ԅ��_ʼ�ֽ�ͻ��Ի�������ȥ��ӡ�ư庸�P��Ԫ�������^�����_���������Ĥ�Լ�������Ⱦ�ͬ�r(sh��)���o(h��)���ٱ����ֹ�l(f��)��������������;ʹ��ӡ�ư��Ԫ��������A(y��)�ᣬ���⺸�ӕr(sh��)�������خa(ch��n)���ᑪ(y��ng)���p��ӡ�ư��Ԫ������
���庸����(sh��)�O(sh��)�ü����������庸����ϵ�y(t��ng)�ĺ��ӜضȺ͕r(sh��)�g�O(sh��)��
�����^���Ǻ��ӽ��ٱ��桢���ں��ϺͿ՚���g����õď�(f��)�s�^�̣���횿��ƺú��ӜضȺ͕r(sh��)�g��������Ӝض�ƫ�ͣ�Һ�w���ϵ�ճ�ȴ��ܺܺõ��ڽ��ٱ��杙��͔U(ku��)ɢ�����a(ch��n)���������B�ͺ��ӱ���ֲڵ�ȱ�ݣ�������Ӝض��^�ߣ����דp��Ԫ������߀��(hu��)�a(ch��n)�����c(di��n)�����ٶȼӿ졢���c(di��n)�l(f��)�������c(di��n)��M�Ȇ��}������(j��)ӡ�ư�Ĵ�С����ȡ�ӡ�ư���Ԫ�����Ķ��ٺʹ�С���_�����庸�ضȣ����庸�ضȰ��250�z�϶���ؓ(f��)5�z�϶ȣ����ڟ����ǜضȺ͕r(sh��)�g�ĺ���(sh��)���ڶ��ض��º��c(di��n)��Ԫ���ܟ�ğ����S�r(sh��)�g�����Ӷ����ӣ����庸�ĺ��ӕr(sh��)�gͨ�^�{(di��o)����ݔ�����ٶȁ����ƣ���ݔ�����ٶ�Ҫ����(j��)��ͬ��̖(h��o)���庸���L�ȺͲ����ȁ��{(di��o)������ÿ��(g��)���c(di��n)���|���ĕr(sh��)�g����ʾ���ӕr(sh��)�g����ڶ����庸�ӕr(sh��)�g��2.5-4s�������½ǶȺͲ��߶ȣ�ӡ�ư����½ǶȰ��3-7�ȣ����h5.5-6�ȡ��������ų������ں��c(di��n)��Ԫ���܇��ɺ����a(ch��n)���Ě��w��
���庸����(sh��)�O(sh��)�ü����ġ� ���庸��ˇ����(sh��)�ľC���{(di��o)��
�@��(du��)��߲��庸�|(zh��)���dz���Ҫ�ġ����ӜضȺ͕r(sh��)�g���γ����ú��c(di��n)��Ҫ�l�������ӜضȺ͕r(sh��)�g�c�A(y��)��ضȡ��Aб�Ƕȡ���ݔ�ٶȶ����P(gu��n)ϵ���C���{(di��o)����ˇ����(sh��)�r(sh��)Ҫ���C���ӜضȺ͕r(sh��)�g��
�ݣ�Դ��늣��ӣ��W(w��ng)�������ṩ���g(sh��)֧�����ĵ�ַ��http://www.ytjinfuren.com/dz/21/15855500773681.shtml
����(bi��o)��:
- ��һƪ���£�©늱��o(h��)��ԭ��D
- ��һƪ���£�����A(y��)�����庸�B�a��̎������
-
 ���庸�Ӻ�·���ϾW(w��ng)���a���Įa(ch��n)��ԭ���c��ν�Q
���庸�Ӻ�·���ϾW(w��ng)���a���Įa(ch��n)��ԭ���c��ν�Q
���庸�Ӻ�·���ϾW(w��ng)���a���^��ͨ��ָ�����c������|λ�ó��F(xi��n)�ľW(w��ng)����a�������п��ܿ�����ɾ�·�往·���c(di��n)��·����r���������v���²��庸�Ӻ�·���ϾW(w��ng)���a���^��
�P(gu��n)�I�~�� ���ٙ�Ŀ���������� -
 ���庸�c(di��n)�ն���Ľ�Q��������Щ
���庸�c(di��n)�ն���Ľ�Q��������Щ
���庸�Ӻ�·���Ϻ��c(di��n)���ᘿ��ڳ������кܴ�^(q��)�e������ҕ����ͬԭ���ڲ�ͬ�̶�����ɵăɷN��B(t��i)�����庸�c(di��n)��(n��i)�����ն��ij��F(xi��n)�c�����������l(f��)����ȫ���P(gu��n)�������^������
�P(gu��n)�I�~�� ���ٙ�Ŀ���������� -
 ���庸�c(di��n)���ԭ��ֹ��ʩ
���庸�c(di��n)���ԭ��ֹ��ʩ
���庸�c(di��n)���F(xi��n)�静��Ƿdz����c(di��n)�����Σ��^��ĺ��c(di��n)��(du��)��(d��o)��Լ�������(qi��ng)��δ������������ͨ����(hu��)���w���P�Լ����_��������a���|��Ԫ����Ԓ�t���J(r��n)���Dz��ɽ��ܵġ�
�P(gu��n)�I�~�� ���ٙ�Ŀ���������� -
 ��ν�Q���庸���������^������������
��ν�Q���庸���������^������������
��ν�Q���庸���������^������������������þ���ͨ�^���庸��Ӛ�Դ�ĉ�������ʹ���庸����������ć�Ϳ�ھ�·��ĺ�������ʹ��·����ɲ��庸�ӡ����庸�����������^��
�P(gu��n)�I�~�� ���ٙ�Ŀ���������� -
 ���庸����ע�����(xi��ng)
���庸����ע�����(xi��ng)
���庸����ע�����(xi��ng)���庸�O(sh��)����Ŀǰ��(y��ng)�ÏV�����Ԅ�(d��ng)�����O(sh��)�䡣���庸�O(sh��)�����Ҫ�Y(ji��)��(g��u)�ǂ�(g��)�ض����Ԅ�(d��ng)���Ƶ����a�ף��׃�(n��i)�b�ЙC(j��)е�ú;�������Y(ji��)��(g��u)�Ŀ��졣�C(j��)е���ܸ���(j��)Ҫ��
�P(gu��n)�I�~�� ���ٙ�Ŀ���������� -
 ����������f��ʽ���ĎN�����c(di��n)
����������f��ʽ���ĎN�����c(di��n)
����������f��ʽ���ĎN�����c(di��n)���������g(sh��)�����������İ�����҂���X��(n��i)ʹ�õĸ��N�忨�ϵ�Ԫ������ͨ�^�@�N��ˇ���ӵ���·���ϵģ��@�N�O(sh��)��ă�(n��i)���Ђ�(g��)�ӟ��·������
�P(gu��n)�I�~�� ���ٙ�Ŀ���������� -
 ���庸��ˇ���{(di��o)ԇ��������Щ��(n��i)�ݺͼ���
���庸��ˇ���{(di��o)ԇ��������Щ��(n��i)�ݺͼ���
���庸�ӹ�ˇ��һ��(g��)��(f��)�s�Ĺ�ˇ�^�̣�������Ă�(g��)�h(hu��n)��(ji��)���F(xi��n)�e(cu��)�`�͕�(hu��)��ɲ��庸�Ӯa(ch��n)Ʒ�����IJ����������c��ҷ���һ�²��庸��ˇ��Ҫ�{(di��o)ԇ��(n��i)�ݺ��{(di��o)ԇ���ɡ�
���庸��ˇ܉��ˮƽ
�P(gu��n)�I�~�� ���ٙ�Ŀ���������� -
 ��α��Ⲩ�庸�Ӻ��c(di��n)̓��
��α��Ⲩ�庸�Ӻ��c(di��n)̓��
��α��Ⲩ�庸�Ӻ��c(di��n)̓��:��Ӯa(ch��n)Ʒ��(du��)���c(di��n)���|(zh��)��Ҫ��(y��ng)ԓ����늚���|���ã��C(j��)е�Y(ji��)���ι̺����^����(g��)���档�ڲ��庸�ИI(y��)�У����C���c(di��n)�|(zh��)���P(gu��n)�I���c(di��n)�����DZ�횱���̓����
�P(gu��n)�I�~�� ���ٙ�Ŀ���������� -
 ������������ȱ�ݵĮa(ch��n)��ԭ���A(y��)������
������������ȱ�ݵĮa(ch��n)��ԭ���A(y��)������
������������ȱ�ݵĮa(ch��n)��ԭ���A(y��)�����������������҂���Ҋ�ĺ���ȱ�����������N�F(xi��n)������ʹ�ҷ���һ���@�����������ȱ�ݮa(ch��n)��ԭ���A(y��)����
һ������������
�P(gu��n)�I�~�� ���ٙ�Ŀ���������� -
 �p�ٲ��庸���a��������������
�p�ٲ��庸���a��������������
�p�ٲ��庸���a�������������庸�a�Ͼ����a�l���a�l�ĽM�ɰ����a�U�Ͻ�������a�~�Ͻ��a�y�~�Ͻ�Ⱥ��ϣ��Ͻ庸���ڸߜ��²���������ʹ���庸�a�t���a�Ͻ�ĺ��a����
�P(gu��n)�I�~�� ���ٙ�Ŀ���������� -
 ��������Ӱ푺����|(zh��)������������Щ
��������Ӱ푺����|(zh��)������������Щ
��������Ӱ푺����|(zh��)������������Щ���A(ch��)Ԫ��������������PCB�b���^�����y���ƵIJ��E���ں����^���У���ο��ƺû��������|(zh��)���أ������҂��ĸ���(g��)�A���M(j��n)�з�����һ����������
�P(gu��n)�I�~�� ���ٙ�Ŀ���������� -
 ʹ�ò��庸�����PCB���·�B�a��ԭ������Щ
ʹ�ò��庸�����PCB���·�B�a��ԭ������Щ
���庸�����������(d��ng)��(hu��)���������PCB�����c(di��n)��·�B�a�F(xi��n)��PCB�����c(di��n)��·�B�aҲ�Dz��庸���ЏS�����ĺ��Ӳ����������ɶ�Nԭ����ɵġ�����ʹ�ҷ���һ�²��庸��PCB���·
�P(gu��n)�I�~�� ���ٙ�Ŀ���������� -
 ���庸�Ĺ�ˇ���̡���(y��u)ȱ�c(di��n)�����M(j��n)��ʩ����
���庸�Ĺ�ˇ���̡���(y��u)ȱ�c(di��n)�����M(j��n)��ʩ����
Ԫ���Ԅ�(d��ng)�b��C(j��)��Ԫ������C(j��)���NƬ�C(j��)�����ϲ��庸�C(j��)�ǬF(xi��n)����Ӯa(ch��n)Ʒ���a(ch��n)�������õ��Ԅ�(d��ng)����ϵ�y(t��ng)�����庸�m���ڴ���e��������ӡ���·��ĺ��ӣ�����Ӯa(ch��n)Ʒ���I(y��)���a(ch��n)�еõ���
�P(gu��n)�I�~�� ���ٙ�Ŀ���������� -
 �������C(j��)�ض��O(sh��)�ö��ٺ��m
�������C(j��)�ض��O(sh��)�ö��ٺ��m
�������C(j��)�ض��O(sh��)�ö���:�������C(j��)���w���DŽ����Ă�(g��)�^(q��)���^(q��)�ĕr(sh��)�gҲ���Dz�һ�ӵģ����ӕr(sh��)�g�c�ض��ǛQ���������|(zh��)������Ҫ��(sh��)������r(sh��)�g�^������^�����߸��^(q��)�Ĝض��O(sh��)�ò�
�P(gu��n)�I�~�� ���ٙ�Ŀ���������� -
 ����A(y��)�����庸�B�a��̎������
����A(y��)�����庸�B�a��̎������
����A(y��)�����庸�B�a��̎�����������庸�Ӻ�·����F(xi��n)�B�a�����N�F(xi��n)��(y��ng)����A(y��)����
1����·���^���庸�r(sh��)Ԫ�����_�^�L���a(ch��n)�����B�a�F(xi��n)��Ԫ�����_�A(y��)�ӹ��r(sh��)ע�⣺һ��Ԫ��
�P(gu��n)�I�~�� ���ٙ�Ŀ����ӻ��A(ch��) -
 ���庸�B�a��Q�k��
���庸�B�a��Q�k��
���ڲ��庸�B�a��(hu��)����pcb��·,���Ա�������������^�m(x��)ʹ��.�������������c(di��n)��һ�c(di��n)������(�����������܄�),Ȼ���øߜص��t�F���B�aλ�üӟ�ʹ֮�ۻ�,�B�aλ���ڱ��揈��������(hu��)�ؿs���ٶ�·.
�P(gu��n)�I�~�� ���ٙ�Ŀ���������� -
 ���庸��ʲô��˼��ʲô�Dz��庸�����B(y��ng)����
���庸��ʲô��˼��ʲô�Dz��庸�����B(y��ng)����
���庸��ʲô��˼��ʲô�Dz��庸�����B(y��ng)����
ʲô�²��庸�����庸�ĽY(ji��)��(g��u)ԭ����ʲô��������α��B(y��ng)�ģ����濴�Ҟ��ҁ��v��һ�£� һ��ʲô�Dz��庸���庸��������
�P(gu��n)�I�~�� ���ٙ�Ŀ����������
������dȤ��
- ����(n��i)��
-
- �oԴ�����x�� 2024-10-10
- ACM6755 ֧��3������(y��ng)�õ�ȫ��������ֱ���oˢ늙C(j��)�(q��)��(d��ng)IC���� 2024-10-09
- YXC�����Q�����������I(y��)���C(j��)��(y��ng)�� 2024-09-27
- ��Դ����͟oԴ����ą^(q��)�e 2024-09-24
- ��ģ�K��Ȳ��p����ѕr(sh��)�lCP-��־��� 2024-09-20
- ���w�C�����Ĺ���ԭ�� 2024-09-19
- YXCʯӢ��Դ��ֿɾ��̾����l�c(di��n)200MHZ��С��(sh��)�c(di��n)�ɾ��_����6λ����(y��ng)����5G��վ 2024-09-12
- 70V�͉����{(di��o)OVP�ֵ���^�����o(h��)о-ƽоPW1600 2024-09-05
- YXC�P(y��ng)�d��Դ��Ʒ�l(f��)��ح1.2V�����ĕr(sh��)犽�Q���� 2024-09-05
- YXC�P(y��ng)�d | 32.768KHZ�����x�ͷ��� 2024-09-02
- ���T��(bi��o)��
-
���ż����· ������·�D LED ���l�Ŵ����·�D ��Ƭ�C(j��) 늙C(j��)���� LED�·�D ��(w��n)���Դ �_�P(gu��n)��(w��n)���Դ ����·�D ׃�l�� ��׃�� LED�����· ���{(di��o)�S���g(sh��) LED�(q��)��(d��ng)�·�D AV�Ŵ����· �ص����·�D 555���r(sh��)�� 늴Št�·�D ��(w��n)�������· 51��Ƭ�C(j��) �·�O(sh��)Ӌ(j��) �^�����o(h��)�· �^�����o(h��)�· ��(w��n)���· �ھ�Ӌ(j��)�� ���˷�(w��n)���· ��·���o(h��)�· �ŷ�늙C(j��) ���M(j��n)늙C(j��) PIC��Ƭ�C(j��) ֱ����(w��n)���Դ ���{(di��o)��(w��n)���Դ EMC ©늱��o(h��)�· Ƕ��ʽϵ�y(t��ng) ��Ȧ ���l��׃�� ���� ���{(di��o) UPS DC-DC�· �ضȂ����� 늴ż��� ���� ���l�_�P(gu��n)�Դ ���� EMI ��˹�� ���⾀