���ؙC��PLC��ʼ�����\��
���ؙC��PLC��ʼ�����\��
���o�C���;S���㣬PLC���@ʾ�͙z�y�C������������һ���l�����ϣ��S���ˆT���ܙC�������@ʾ̖ȥ�_������e�������ų����� �ӹ��^���У��҂��l�FPLC
�ӹ��^���У��҂��l�FPLC �@ʾ�ׂ����ϣ�
�@ʾ�ׂ����ϣ� ����ijһ�����������B�i���ϣ��ų�ʼ���l���ϣ�
����ijһ�����������B�i���ϣ��ų�ʼ���l���ϣ� ���ψ���ʧ�ˡ�������www.ytjinfuren.com�����ṩ�����փ��݁�Դ�ھW�j�������ַ�����ę���Ո�c�҂�ϵ������
���ψ���ʧ�ˡ�������www.ytjinfuren.com�����ṩ�����փ��݁�Դ�ھW�j�������ַ�����ę���Ո�c�҂�ϵ������
�ęC��PLC�@ʾ �����У��S���ˆT����֪���Ă������dz�ʼ���l���ϣ��S���ˆTֻ����������ȥ�飬�@��
�����У��S���ˆT����֪���Ă������dz�ʼ���l���ϣ��S���ˆTֻ����������ȥ�飬�@�� �˾S���y�ȣ���������������M���ׂ������@ʾ�r��
�˾S���y�ȣ���������������M���ׂ������@ʾ�r�� ���}�P�I��
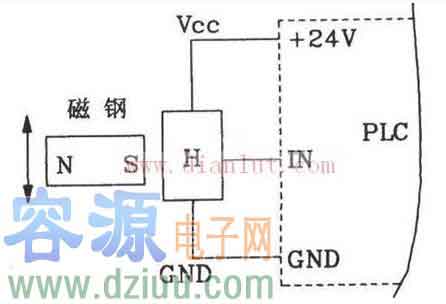
���}�P�I�� ��ʼ���ϣ��ʴ_�Дಢ�z�y����ʼ���ό��C���S�����Ƿdz���Ҫ���҂��OӋ��һ�N�C��PLC��ʼ�����\��ܣ�PLC���ʴ_�Д����ʼ���ψ�̖���S���У������ų���ʼ���ϣ����l����������ʧ���@�Ӿ͘O���˙C���S�ޣ�����˙C���S�����Ժ͜ʴ_�ԡ�
��ʼ���ϣ��ʴ_�Дಢ�z�y����ʼ���ό��C���S�����Ƿdz���Ҫ���҂��OӋ��һ�N�C��PLC��ʼ�����\��ܣ�PLC���ʴ_�Д����ʼ���ψ�̖���S���У������ų���ʼ���ϣ����l����������ʧ���@�Ӿ͘O���˙C���S�ޣ�����˙C���S�����Ժ͜ʴ_�ԡ�
������ʼ�����\��ԭ��
�����҂��OӋPLC���Ά��ǰѸ������϶��ܙz�y���@ʾ������߀�ܰ����P�I��ʼ�����Ԅ��Д������PLC��ʼ�����Д�����總�D ��
��
���������e���f����ʼ�����\��ԭ������3�����Ϟ����������O����3�����ϙz�yλ���քe��R500.0��R510.0��R520.0��3����ʼ���ϙz�yλ��R500.2��R510.2��R520.2��F149.1��ϵ�y��λ��̖����ʼ �r���o���F�����ϙz�yλ���顰0������ʼ���ϙz�yλҲ���顰0������λ��̖F149.1�顰0����3�����������Ȱl���ڶ������ϡ���������һ�����ڃȣ��䌦�����ϙz�yλR510.0׃�顰1����R500.2��R520.2��F149.1��ʼֵ�顰0������ʼ���ϙz�yλR510.2׃�顰1�������i���֞顰1����ֱ�����ϱ��ų���ϵ�y��λ��̖�l����1���ű�������������ڶ������ڃȣ�R510.2���֞顰1�������F�ˌ�R500.1��R520.1���i��
�r���o���F�����ϙz�yλ���顰0������ʼ���ϙz�yλҲ���顰0������λ��̖F149.1�顰0����3�����������Ȱl���ڶ������ϡ���������һ�����ڃȣ��䌦�����ϙz�yλR510.0׃�顰1����R500.2��R520.2��F149.1��ʼֵ�顰0������ʼ���ϙz�yλR510.2׃�顰1�������i���֞顰1����ֱ�����ϱ��ų���ϵ�y��λ��̖�l����1���ű�������������ڶ������ڃȣ�R510.2���֞顰1�������F�ˌ�R500.1��R520.1���i��
 ijһ�����ϙz�yλ�顰1�����܌������ʼ���ϙz�yλ׃�顰1������PLC������ƣ������l�����������ʴ_�Д����ʼ���ϡ�
ijһ�����ϙz�yλ�顰1�����܌������ʼ���ϙz�yλ׃�顰1������PLC������ƣ������l�����������ʴ_�Д����ʼ���ϡ�
����������
����������www.ytjinfuren.com�����ṩ�����փ��݁�Դ�ھW�j�������ַ�����ę���Ո�c�҂�ϵ������
����1
���҂��S�ޱ����C���о������aJCS018���ؙC���r�������˶��������l�����}����Q����Һ�������F���S�ޕr���҂� �Ĺ��ϸ�Դ�����șz��Һ�����Ʋ��֣�Ȼ����ܴ_�J���ϳ��Q���^���С��z����҂���֪���Q��������Һ���Ӂ��ṩ��PLC���Ƴ����OӋ�У��������Q�����ϕr�����ֹ��������l������Ҳ���_��Һ�����ƣ��Q�����ϰl���r���F�˃ɂ�����Ϣ������ѭԭ�C���OӋ˼·�������ܜʴ_�l������Ϣ���҂��oJCS018���ؙC���ˌ���ʼ���ϙz�鹦�ܡ�ǰ�����������Q����Һ�����ϙz�yλ�քe��R500.0��R510.0����ʼ���Ͽɏij�ʼ���ϙz�yλR500.2��R510.2�x������ԓ�C���ٰl����ƹ��ϕr�����ܺܿ��Д����ʼ���ϡ�
�Ĺ��ϸ�Դ�����șz��Һ�����Ʋ��֣�Ȼ����ܴ_�J���ϳ��Q���^���С��z����҂���֪���Q��������Һ���Ӂ��ṩ��PLC���Ƴ����OӋ�У��������Q�����ϕr�����ֹ��������l������Ҳ���_��Һ�����ƣ��Q�����ϰl���r���F�˃ɂ�����Ϣ������ѭԭ�C���OӋ˼·�������ܜʴ_�l������Ϣ���҂��oJCS018���ؙC���ˌ���ʼ���ϙz�鹦�ܡ�ǰ�����������Q����Һ�����ϙz�yλ�քe��R500.0��R510.0����ʼ���Ͽɏij�ʼ���ϙz�yλR500.2��R510.2�x������ԓ�C���ٰl����ƹ��ϕr�����ܺܿ��Д����ʼ���ϡ�
��������2��
�҂��S��һ�_�@㊼ӹ����ĕr��Ҳ������ƬF��ԓ�C������һ������������40�ѵ����죬�����Ԅ���ɶ�������@㊲������C�����S늄әC�����ஐ��늄әC�����S늄әCһ�N�D�٣������S�X݆׃�ٌ��F12���м�׃�١��Ԅӈ���ij�γ���r���������o�����ܼ��ГQ�n����S���a�������ҵ�����T���a����һ�����aָ��]�Ј����꣬�o������������̖�t���ܰl�������J��˶γ������o�����ܛ]����ɣ������^�m������һ������Ρ�
�Q�n���ܳ��F���ϕr�����Ȱl���Q�n����̖���o������������̖���ܰl�������^ �r�g���ְl���ҵ�����̖���t���J���ҵ�����Ҳδ��ɡ����ϳ�ʼ�����Д�ܣ��͕�ʹ�S���ˆT�ʴ_�z�������ԭ���r���}��
�r�g���ְl���ҵ�����̖���t���J���ҵ�����Ҳδ��ɡ����ϳ�ʼ�����Д�ܣ��͕�ʹ�S���ˆT�ʴ_�z�������ԭ���r���}��
���ĵ�ַ��http://www.ytjinfuren.com/dz/26/201113185242.shtml
���Ę˺�:
- ��һƪ���£��D���߉�׃�l������
- ��һƪ���£�׃�l�����\�в������}
-
 �����ӽ��_�P���ڔ��ؙC��PLC���·
�����ӽ��_�P���ڔ��ؙC��PLC���·
���·߀�����ڔ��ؙC���ɾ��̿�������PLC���ϣ��侫�ȿ��_0.02mm,߀�����ڸ��ٛ_�������s�y�Mģ�ߵ������ϡ��г̿��Ƶȷ��档 :
-
 ���ؙC��PLC��ʼ�����\��
���ؙC��PLC��ʼ�����\��
�o
������dȤ��
- ���]����
- ������
-
- �oԴ�����x�� 2024-10-10
- ACM6755 ֧��3�������õ�ȫ��������ֱ���oˢ늙C��IC���� 2024-10-09
- YXC�����Q�����������I���C���� 2024-09-27
- ��Դ����͟oԴ����ą^�e 2024-09-24
- ��ģ�K��Ȳ��p����ѕr�lCP-��־��� 2024-09-20
- ���w�C�����Ĺ���ԭ�� 2024-09-19
- YXCʯӢ��Դ��ֿɾ��̾����l�c200MHZ��С���c�ɾ��_����6λ��������5G��վ 2024-09-12
- 70V�͉����{OVP�ֵ���^�����oо-ƽоPW1600 2024-09-05
- YXC�P�d��Դ��Ʒ�l��ح1.2V�����ĕr犽�Q���� 2024-09-05
- YXC�P�d | 32.768KHZ�����x�ͷ��� 2024-09-02
- ���T�˺�
-
���ż����· ������·�D LED ���l�Ŵ����·�D ��Ƭ�C 늙C���� LED�·�D �����Դ �_�P�����Դ ����·�D ׃�l�� ��׃�� LED�����· ���{�S���g LED���·�D AV�Ŵ����· �ص����·�D 555���r�� 늴Št�·�D ���������· 51��Ƭ�C �·�OӋ �^�����o�· �^�����o�· �����· �ھ�Ӌ�� ���˷����· ��·���o�· �ŷ�늙C ���M늙C PIC��Ƭ�C ֱ�������Դ ���{�����Դ EMC ©늱��o�· Ƕ��ʽϵ�y ��Ȧ ���l��׃�� ���� ���{ UPS DC-DC�· �ضȂ����� 늴ż��� ���� ���l�_�P�Դ ���� EMI ��˹�� ���⾀